Przezbrojenie – chociaż w wielu fabrykach jest niezbędne do funkcjonowania, to z punktu widzenia lean, jest to marnotrawstwo – nie daje wartości dodanej. Na szczęście szczupłe zarządzanie ma w swoim arsenale potężne i skuteczne narzędzie – SMED. Było ono opracowywane od połowy XX wieku i jest stosowane do dzisiaj, w wielu zakładach przemysłowych na całym świecie. SMED pomaga przyspieszać przezbrojenia. Ważne jest jednak zrozumienie nie tylko samej metody, ale całej filozofii, która za nią stoi. Z artykułu dowiesz się, skąd pochodzi SMED, jakie są jego etapy, czy jest skuteczny i jakich efektów możesz oczekiwać. Napiszemy również, co zrobić aby zwiększyć prawdopodobieństwo sukcesu tej metody. Zaczynamy!

Zgubiona śruba montująca – inspiracją do SMED
Twórcą SMED jest Shigeo Shingo – japoński inżynier produkcji. W 1950 roku Shigeo przeprowadzał badanie na terenie fabryki Mazdy, aby dowiedzieć się, dlaczego na jednej z linii powstają wąskie gardła przy prasach do formowania karoserii. W zależności od modelu, wykorzystywano jedną z trzech pras – 350, 750 oraz 800 tonową. Trzeciego dnia obserwacji trzeba było zmienić prasę na tę najcięższą. Pracownicy zdjęli wcześniejszą matrycę, a następnie zaczęli biegać jak w ukropie. Kiedy Shigeo zapytał się, skąd to poruszenie, dowiedział się, że jedna ze śrub montujących zaginęła. Po około godzinie, operator przybiegł z potrzebną częścią. Jak się jednak okazało, zamiast znaleźć tę zagubioną, użył śruby z innej maszyny, odpowiednio ją docinając i gwintując. Shigeo był zdumiony, zastanawiał się, co się stanie, kiedy maszyna, z której wziął komponent, będzie miała zostać użyta. W odpowiedzi usłyszał, że tym zajmą się później. Wtedy Shigeo zrozumiał, że przecież takie śruby można przygotować wcześniej, co więcej pewnie jest znacznie więcej takich elementów przezbrojenia, które można zorganizować zawczasu, kiedy jeszcze trwa produkcja. Wówczas podzielił czynności związane z przezbrojeniem (operacje) na wewnętrzne i zewnętrzne, to właśnie ich zrozumienie jest niezbędne dla SMED.

Czym są czynności wewnętrzne i zewnętrzne
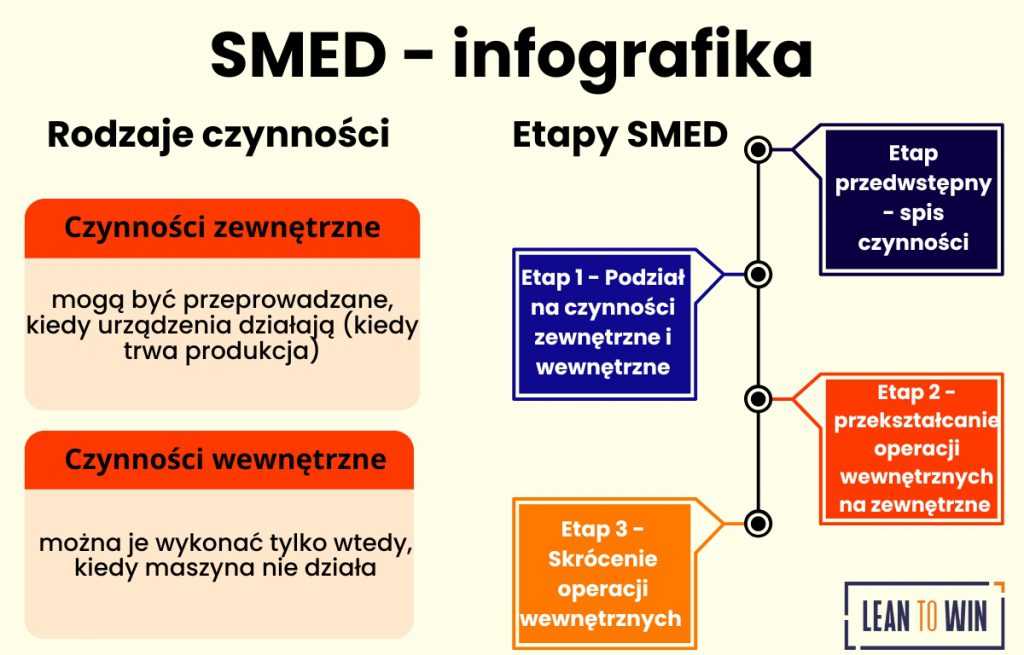
Czynności wewnętrzne (operacje wewnętrzne, ang. internal setup) to takie, które można wykonać tylko wtedy, kiedy maszyna nie działa. W przytaczanej wyżej opowieści Shigeo, przykładem tych operacji jest montowanie lub demontowanie matryc pras. Z kolei czynności zewnętrzne (operacje zewnętrzne, ang. external setup) mogą być przeprowadzane, kiedy urządzenia działają (kiedy trwa produkcja). Do tych ostatnich należy na przykład transport, czy przygotowanie wszystkich śrub montujących.
Jakie są etapy metody skracania czasu przezbrojenia SMED?
Shigeo zaproponował model wdrażania SMED. Dzieli się on na kilka etapów. Został on przedstawiony w 1985 roku opinii publicznej za pośrednictwem książki A revolution in manufacturing: the SMED system. [1] Po wielu latach od tej publikacji, poszczególne etapy niewiele się zmieniły. Faktem jest, że technologia trochę ułatwiła sposoby pomiarów czy obserwacji, jednak co do zasady opisane poniżej etapy są esencją SMED.
Etap przedwstępny — zobrazuj proces przezbrojenia
Zaczynamy oczywiście od ustalenia wszystkich czynności, które są wykonywane w celu dokonania przezbrojenia. Każdą czynność nazywamy oraz liczymy, ile czasu ona zajmuje. Najlepiej zrobić to obserwując cały proces ze stoperem w ręku i notatnikiem. Innym bardzo dobrym sposobem, jest nagranie całego przezbrojenia, a następnie przeanalizowanie go na komputerze. Taki film można pokazać również pracownikom, aby poprosić ich o komentarze i pomysły na usprawnienia.

Etap 1 – Podział na czynności zewnętrzne i wewnętrzne
W drugim etapie przyglądamy się naszym notatkom i kwalifikujemy czynności na te wewnętrzne i zewnętrzne, zgodnie z wyżej podaną definicją. Dla przypomnienia, wszystkie operacje, które są wykonywane, kiedy maszyna jeszcze pracuje, to czynności zewnętrze. Kiedy już zatrzymaliśmy maszynę, wszystkie działania uznajemy za wewnętrzne.
Podczas takiej obserwacji warto być wyjątkowo precyzyjnym. Należy opisywać i mierzyć wszystkie czynności. Czekanie na narzędzie czy decyzje to marnotrawstwa, które koniecznie trzeba raportować. Podobnie jak szukanie lub nadmierne kontrolowanie, czy wszystko jest w porządku.
Na tym etapie można się zastanowić, czy wszystkie elementy są niezbędne, aby dokonać przezbrojenia.
Etap 2 – przekształcanie operacji wewnętrznych na zewnętrzne
Tak naprawdę to tutaj zaczyna się cała zabawa ze SMEDem. Musimy przyjrzeć się podziałowi, którego dokonaliśmy w pierwszym etapie i sprawdzić, czy któraś z operacji nie może być uznana za zewnętrzną. Można skompletować wszystkie narzędzia potrzebne do przezbrojenia, a pracownicy mogą odziać odpowiednią odzież roboczą przed przystąpieniem do niego. Przykładem przekształcania jest również standaryzacja, czyli ujednolicanie procedur i narzędzi. Samo przygotowanie dokładnej instrukcji przezbrojenia, wyeliminuje procesy związane z zastanawianiem się, czy oczekiwaniem na podjęcie decyzji. Standaryzować można również same matryce i urządzenia, tak aby ich demontaż i montaż wymagał tych samych narzędzi. Żeby przekształcić operacje wewnętrzne na zewnętrzne można także przygotować odpowiednie warunki — na przykład podgrzanie matryc do temperatury ich pracy przed ich wymianą.

Etap 3 — Skrócenie operacji wewnętrznych — naucz się przezbrajać w krótszym czasie
Na tym etapie dążymy do tego, aby czynności wewnętrzne, czyli te, które są wykonywane, kiedy maszyna nie pracuje, skrócić. W tym celu możemy skorzystać z metody kaizen, czyli wdrażanie drobnych zmian, które przyspieszą te operacje. Możemy też zidentyfikować czynności, które można robić równolegle. Ponadto dobrym pomysłem jest zwiększenie liczby osób, która pracuje nad przezbrojeniem.
W latach 70 XX wieku zmiana opon w czasie zawodów Formuły 1 zajmowała ponad 3 minuty. Obecnie trwa to kilka sekund, a rekord został ustanowiony w 2019 roku — wymiana 4 opon trwała 1,91 s. Takie przyspieszenie można zawdzięczać właśnie wnikliwej analizie każdej czynności, wprowadzaniu odpowiednich standardów oraz ciągłej pracy nad poprawą wyniku.
Czy narzędzie SMED jest skuteczne?
SMED jest stosowany dosyć często przez zakłady produkcyjne na całym świecie. Również w Lean To Win niejednokrotnie proponowaliśmy zastosowanie tego narzędzia naszym klientom z dużym powodzeniem. W 2022 roku ukazała się analiza 40 badań, w których naukowcy z całego świata raportowali o skuteczności, a dokładniej o związku między narzędziami lean a wydajnością organizacyjną [2]. Wśród analizowanych metod, nie mogło zabraknąć SMED. Co pokazały wyniki? To właśnie ta procedura okazała się mieć największą tzw. siłę efektu (r=0,46). Co to oznacza? Że zastosowanie metodyki SMED najsilniej związane jest ze zdolnością firm do realizowania postawionych celów.
Zatem tak, to skuteczne narzędzie, które wpływa na redukcję czasu przezbrojenia oraz na efektywność całej firmy.
Jakie rezultaty można osiągnąć? O ile SMED skraca czas przezbrojenia maszyn?
SMED to akronim angielskiego sformułowania Single Minute Exchange of Die, co można przetłumaczyć jako “przezbrojenie matrycy w jednocyfrowej liczbie minut”. To jest cel, do którego powinno się dążyć. W swojej książce Shigeo Shingo pokazuje spektakularne rezultaty. Dzięki zastosowaniu SMED faktycznie udało się w wielu firmach dojść do przezbrojenia poniżej 10 minut. W prezentowanych przykładach przezbrojenia zajmują jedną czterdziestą czasu sprzed usprawnienia, czyli jest to jedynie 2,5% oryginalnego czasu!
Również nowsze badania pokazują [4], że SMED, w krótkim czasie, jest w stanie istotnie zmniejszyć czas przezbrojenia o 36 minut.

Co zrobić, aby SMED dał jeszcze większe rezultaty? Postaw na ciągłe usprawnienia
Na koniec warto podkreślić, że lean management, to nie poszczególne metody, które wprowadza się do firmy. Szczupłe zarządzanie to filozofia ciągłego doskonalenia i optymalizacji procesów, mierzenie ich, testowanie rozwiązań, sprawdzanie, co działa. W transformacjach lean najważniejszym czynnikiem są ludzie, pracownicy, którzy są zmotywowani i zachęceni do wprowadzania korzystnych dla przedsiębiorstwa zmian. Dlatego implementacja narzędzi, takich jak SMED, 5S czy Mapowanie Strumienia Wartości – bez wprowadzania filozofii szczupłego zarządzania — często kończy się niepowodzeniem. Chcesz widzieć więcej, jak do tego nie dopuścić? Przeczytaj: Jak zespół lean poprawił wydajność w e-commerce o 20%? Przykład firmy Ingram Micro Fulfilment.
Jak skrócić czas przezbrojenia — wdrożenia SMED, optymalizacja i lean management z Lean To Win
Umów się na bezpłatną, strategiczną konsultację lean, podczas której podpowiemy Ci jak skrócić czas przezbrojenia w Twojej firmie i poprawić efektywność, dowiesz się również, czy lean manufacturing jest dla Ciebie.
